Rapid Prototype mold,Rapid Prototype tooling,prototype plastic mold,prototype mold,plastic injection mold,prototype tooling,low volume mold,
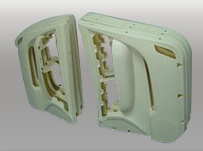
Project: Aumomative Car parts low Volume Production
Processes Involved: Vacuum casting, CNC vowin.cn/en/News/news1251.html' target='_blank'>machining, , silk screening, vapor polishing, painting, engraving
Materials: UP5180(similar to ABS), UPX8400 (similar to rubber), PX522HT (UV stable), Polycarbonate
Units: 10-100 units
Low Volume production is a multi-step process requiring thorough engineering. In general, we make a master model by stereolithgraphy and then apply whatever surface finish is needed to it. We then pour liquid silicone rubber around the master model in a casting box. Once cured, we split the silicone rubber mold and can then use it to cast up to 20 polyurethane parts. Because of Vowin's High Efficiency, Short Cycle, Low Cost Production Runs, we can offer the best Vacuum casting solutions & assure fast deliveries worldwide.
Vowin can make your parts soft like rubber, tough, heat resistant, clear & rigid, clear & soft, colored, textured and more. Our most popular resin is ‘Vowin -PU 5180 ABS’ which has similar material properties to ABS material.
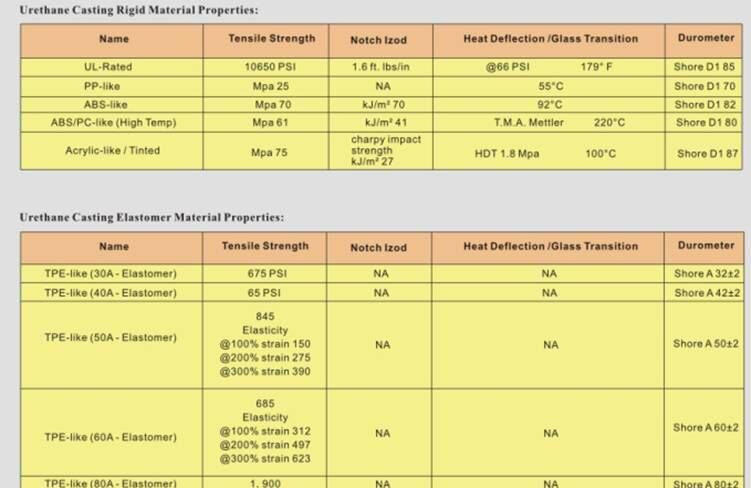
Polyurethane vacuum casting offers a wide range of options for companies needing specific finishes, textures, materials, or other features in their prototypes. We have the ability to simulate a full range of thermoplastics and elastomers, and we can also over-mold one material over another to simulate, for example, rubber over ABS, or opaque plastic over transparent plastic. It is also possible to over-mold threaded inserts. After casting, painting and printing is common, although polyurethane casted parts can be colored and textured in the mold. Vowin Prototype also specializes in producing high-gloss clear parts by using a CNC machined and polished acrylic master model. Polyurethane casted clear parts are very high quality. Parts made by vacuum casting at Vowin Prototype are practically indiscernible from production injection moldings.

The finished dimensions of vacuum cast parts are primarily dependent upon the tolerance of the master model (see SL tolerances) with a tolerance of +/- 0.15% added as a general rule. This varies depending upon weak geometry. To ensure the accuracy of Vowin Prototype’s polyurethane parts, we usually machine a Tufnol fixture for post-heat-treatment. This ensures that the part does not shrink upon heat treatment.
First :CNC machine (or SLA)The Master: