


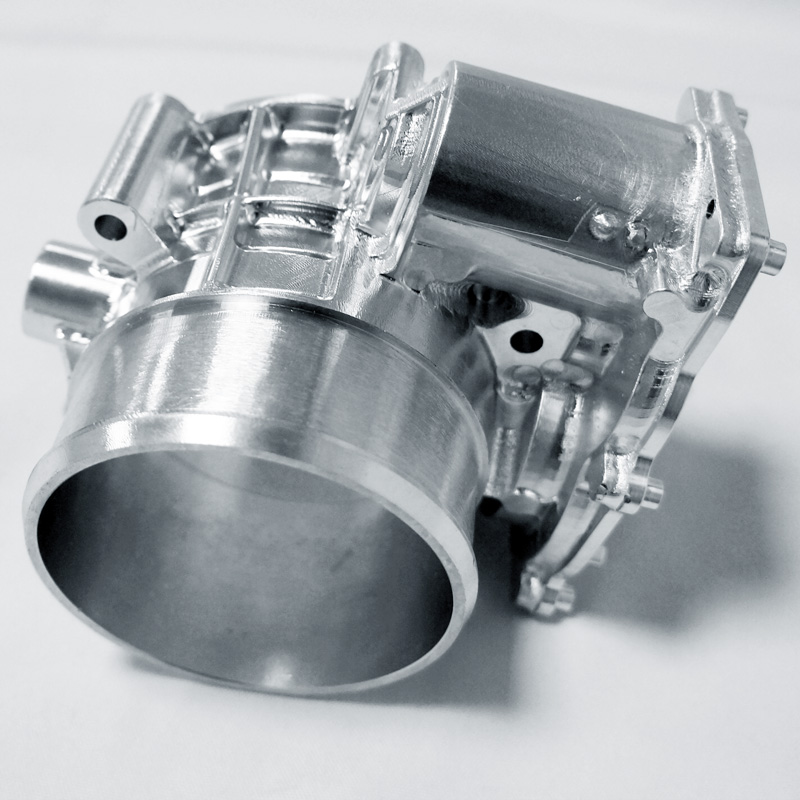
CNC Turning,CNC Turning Service,CNC Turning,cnc Lathing Parts,CNC Turning aluminum,
CNC Turning,CNC Turning Service,CNC Turning,cnc Lathing Parts,CNC Turning aluminum, aluminum cnc, cnc turning machine
Milling is the machining process of using rotary cutters to remove material[1] from a workpiece by advancing (or feeding) the cutter into the workpiece at a certain direction[2]. The cutter may also be held at an angle relative to the axis of the tool.[3] Milling covers a wide variety of different operations and machines, on scales from small individual parts to large, heavy-duty gang milling operations. It is one of the most commonly used processes for machining custom parts to precise tolerances.
Milling can be done with a wide range of machine tools. The original class of machine tools for milling was the milling machine (often called a mill). After the advent of computer numerical control (CNC), milling machines evolved into machining centers: milling machines augmented by automatic tool changers, tool magazines or carousels, CNC capability, coolant systems, and enclosures. Milling centers are generally classified as vertical machining centers (VMCs) or horizontal machining centers (HMCs).
The integration of milling into turning environments, and vice versa, begun with live tooling for lathes and the occasional use of mills for turning operations. This led to a new class of machine tools, multitasking machines (MTMs), which are purpose-built to facilitate milling and turning within the same work envelope.
Milling is a cutting process that uses a milling cutter to remove material from the surface of a workpiece. The milling cutter is a rotarycutting tool, often with multiple cutting points. As opposed to drilling, where the tool is advanced along its rotation axis, the cutter in milling is usually moved perpendicular to its axis so that cutting occurs on the circumference of the cutter. As the milling cutter enters the workpiece, the cutting edges (flutes or teeth) of the tool repeatedly cut into and exit from the material, shaving off chips (swarf)from the workpiece with each pass. The cutting action is shear deformation; material is pushed off the workpiece in tiny clumps that hang together to a greater or lesser extent (depending on the material) to form chips. This makes metal cutting somewhat different (in itsmechanics) from slicing softer materials with a blade.
The milling process removes material by performing many separate, small cuts. This is accomplished by using a cutter with many teeth, spinning the cutter at high speed, or advancing the material through the cutter slowly; most often it is some combination of these three approaches.[2] The speeds and feeds used are varied to suit a combination of variables. The speed at which the piece advances through the cutter is called feed rate, or just feed; it is most often measured in length of material per full revolution of the cutter.
There are two major classes of milling process:
Many different types of cutting tools are used in the milling process. Milling cutters such as endmills may have cutting surfaces across their entire end surface, so that they can be drilled into the workpiece (plunging). Milling cutters may also have extended cutting surfaces on their sides to allow for peripheral milling. Tools optimized for face milling tend to have only small cutters at their end corners.
The cutting surfaces of a milling cutter are generally made of a hard and temperature-resistant material, so that they wear slowly. A low cost cutter may have surfaces made ofhigh speed steel. More expensive but slower-wearing materials include cemented carbide. Thin film coatings may be applied to decrease friction or further increase hardness.
They are cutting tools typically used in milling machines or machining centres to perform milling operations (and occasionally in other machine tools). They remove material by their movement within the machine (e.g., a ball nose mill) or directly from the cutter's shape (e.g., a form tool such as a hobbing cutter).
As material passes through the cutting area of a milling machine, the blades of the cutter take swarfs of material at regular intervals. Surfaces cut by the side of the cutter (as in peripheral milling) therefore always contain regular ridges. The distance between ridges and the height of the ridges depend on the feed rate, number of cutting surfaces, the cutter diameter.[4] With a narrow cutter and rapid feed rate, these revolution ridges can be significant variations in the surface finish.
The face milling process can in principle produce very flat surfaces. However, in practice the result always shows visible trochoidal marks following the motion of points on the cutter's end face. Theserevolution marks give the characteristic finish of a face milled surface. Revolution marks can have significant roughness depending on factors such as flatness of the cutter's end face and the degree of perpendicularity between the cutter's rotation axis and feed direction. Often a final pass with a slow feed rate is used to improve the surface finish after the bulk of the material has been removed.. In a precise face milling operation, the revolution marks will only be microscopic scratches due to imperfections in the cutting edge.
Gang milling refers to the use of two or more milling cutters mounted on the same arbor (that is, ganged) in a horizontal-milling setup. All of the cutters may perform the same type of operation, or each cutter may perform a different type of operation. For example, if several workpieces need a slot, a flat surface, and an angular groove, a good method to cut these (within a non-CNC context) would be gang milling. All the completed workpieces would be the same, and milling time per piece would be minimized.[5]
Gang milling was especially important before the CNC era, because for duplicate part production, it was a substantial efficiency improvement over manual-milling one feature at an operation, then changing machines (or changing setup of the same machine) to cut the next op. Today, CNC mills with automatic tool change and 4- or 5-axis control obviate gang-milling practice to a large extent.
Milling is performed with a milling cutter in various forms, held in a collett or similar which, in turn, is held in the spindle of a milling machine.
Mill orientation is the primary classification for milling machines. The two basic configurations are vertical and horizontal. However, there are alternative classifications according to method of control, size, purpose and power source.
In the vertical mill the spindle axis is vertically oriented. Milling cutters are held in the spindle and rotate on its axis. The spindle can generally be extended (or the table can be raised/lowered, giving the same effect), allowing plunge cuts and drilling. There are two subcategories of vertical mills: the bed mill and the turret mill.
Turret mills are generally considered by some to be more versatile of the two designs. However, turret mills are only practical as long as the machine remains relatively small. As machine size increases, moving the knee up and down requires considerable effort and it also becomes difficult to reach the quill feed handle (if equipped). Therefore, larger milling machines are usually of the bed type.
A third type also exists, a lighter machine, called a mill-drill, which is a close relative of the vertical mill and quite popular with hobbyists. A mill-drill is similar in basic configuration to a small drill press, but equipped with an X-Y table. They also typically use more powerful motors than a comparably sized drill press, with potentiometer-controlled speed and generally have more heavy-duty spindle bearings than a drill press to deal with the lateral loading on the spindle that is created by a milling operation. A mill drill also typically raises and lowers the entire head, including motor, often on a dovetailed vertical, where a drill press motor remains stationary, while the arbor raises and lowers within a driving collar. Other differences that separate a mill-drill from a drill press may be a fine tuning adjustment for the Z-axis, a more precise depth stop, the capability to lock the X, Y or Z axis, and often a system of tilting the head or the entire vertical column and powerhead assembly to allow angled cutting. Aside from size and precision, the principal difference between these hobby-type machines and larger true vertical mills is that the X-Y table is at a fixed elevation; the Z-axis is controlled in basically the same fashion as drill press, where a larger vertical or knee mill has a vertically fixed milling head, and changes the X-Y table elevation. As well, a mill-drill often uses a standard drill press-type Jacob's chuck, rather than an internally tapered arbor that accepts collets. These are frequently of lower quality than other types of machines, but still fill the hobby role well because they tend to be benchtop machines with small footprints and modest price tags.
A horizontal mill has the same sort but the cutters are mounted on a horizontal spindle (see Arbor milling) across the table. Many horizontal mills also feature a built-in rotary table that allows milling at various angles; this feature is called a universal table. While endmills and the other types of tools available to a vertical mill may be used in a horizontal mill, their real advantage lies in arbor-mounted cutters, called side and face mills, which have a cross section rather like a circular saw, but are generally wider and smaller in diameter. Because the cutters have good support from the arbor and have a larger cross-sectional area than an end mill, quite heavy cuts can be taken enabling rapid material removal rates. These are used to mill grooves and slots. Plain mills are used to shape flat surfaces. Several cutters may be ganged together on the arbor to mill a complex shape of slots and planes. Special cutters can also cut grooves, bevels, radii, or indeed any section desired. These specialty cutters tend to be expensive. Simplex mills have one spindle, and duplex mills have two. It is also easier to cut gears on a horizontal mill. Some horizontal milling machines are equipped with a power-take-off provision on the table. This allows the table feed to be synchronized to a rotary fixture, enabling the milling of spiral features such as hypoid gears.
The choice between vertical and horizontal spindle orientation in milling machine design usually hinges on the shape and size of a workpiece and the number of sides of the workpiece that require machining. Work in which the spindle's axial movement is normal to one plane, with an endmill as the cutter, lends itself to a vertical mill, where the operator can stand before the machine and have easy access to the cutting action by looking down upon it. Thus vertical mills are most favored for diesinking work (machining a mould into a block of metal).[6] Heavier and longer workpieces lend themselves to placement on the table of a horizontal mill.
Prior to numerical control, horizontal milling machines evolved first, because they evolved by putting milling tables under lathe-like headstocks. Vertical mills appeared in subsequent decades, and accessories in the form of add-on heads to change horizontal mills to vertical mills (and later vice versa) have been commonly used. Even in the CNCera, a heavy workpiece needing machining on multiple sides lends itself to a horizontal machining center, while diesinking lends itself to a vertical one.
In addition to horizontal versus vertical, other distinctions are also important:
| Criterion | Example classification scheme | Comments |
|---|---|---|
| Spindle axis orientation |
Vertical versus horizontal; Turret versus non-turret |
Among vertical mills, "Bridgeport-style" is a whole class of mills inspired by the Bridgeport original, rather like the IBM PC spawned the industry of IBM-compatible PCs by other brands |
| Control |
Manual; Mechanically automated via cams; Digitally automated viaNC/CNC |
In the CNC era, a very basic distinction is manual versus CNC. Among manual machines, a worthwhile distinction is non-DRO-equipped versus DRO-equipped |
| Control (specifically among CNCmachines) | Number of axes (e.g., 3-axis, 4-axis, or more) |
Within this scheme, also:
|
| Purpose | General-purpose versus special-purpose or single-purpose | |
| Purpose | Toolroom machine versus production machine | Overlaps with above |
| Purpose | "Plain" versus "universal" | A distinction whose meaning evolved over decades as technology progressed, and overlaps with other purpose classifications above. Not relevant to today's CNC mills. Regarding manual mills, the common theme is that "plain" mills were production machines with fewer axes than "universal" mills; for example, whereas a plain mill had no indexing head and a non-rotating table, a universal mill would have those. Thus it was suited to universal service, that is, a wider range of possible toolpaths. Machine tool builders no longer use the "plain"-versus-"universal" labeling. |
| Size | Micro, mini, benchtop, standing on floor, large, very large, gigantic | |
| Power source | Line-shaft-driveversus individual electric motor drive | Most line-shaft-drive machines, ubiquitous circa 1880–1930, have been scrapped by now |
| Hand-crank-power versus electric | Hand-cranked not used in industry but suitable for hobbyist micromills |
A milling machine is often called a mill by machinists. The archaic term miller was commonly used in the 19th and early 20th centuries.[7]
Since the 1960s there has developed an overlap of usage between the terms milling machine and machining center. NC/CNC machining centers evolved from milling machines, which is why the terminology evolved gradually with considerable overlap that still persists. The distinction, when one is made, is that a machining center is a mill with features that pre-CNC mills never had, especially an automatic tool changer (ATC) that includes a tool magazine (carousel), and sometimes an automatic pallet changer (APC). In typical usage, all machining centers are mills, but not all mills are machining centers; only mills with ATCs are machining centers.
Most CNC milling machines (also called machining centers) are computer controlled vertical mills with the ability to move the spindle vertically along the Z-axis. This extra degree of freedom permits their use in diesinking, engraving applications, and 2.5D surfaces such as relief sculptures. When combined with the use of conical tools or a ball nose cutter, it also significantly improves milling precision without impacting speed, providing a cost-efficient alternative to most flat-surface hand-engraving work.
CNC machines can exist in virtually any of the forms of manual machinery, like horizontal mills. The most advanced CNC milling-machines, the multiaxis machine, add two more axes in addition to the three normal axes (XYZ). Horizontal milling machines also have a C or Q axis, allowing the horizontally mounted workpiece to be rotated, essentially allowing asymmetric and eccentric turning. The fifth axis (B axis) controls the tilt of the tool itself. When all of these axes are used in conjunction with each other, extremely complicated geometries, even organic geometries such as a human head can be made with relative ease with these machines. But the skill to program such geometries is beyond that of most operators. Therefore, 5-axis milling machines are practically always programmed with CAM.
The operating system of such machines is a closed loop system and functions on feedback. These machines have developed from the basic NC (NUMERIC CONTROL) machines. A computerized form of NC machines is known as CNC machines. A set of instructions (called a program) is used to guide the machine for desired operations. Some very commonly used codes, which are used in the program are:
G00 – rapid traverse
G01 – linear interpolation of tool.
G21 – dimensions in metric units.
M03/M04 – spindle start (clockwise/counter clockwise).
T01 M06 – automatic tool change to tool 1
M30 – program end.
Various other codes are also used. A CNC machine is operated by a single operator called a programmer. This machine is capable of performing various operations automatically and economically.
With the declining price of computers and open source CNC software, the entry price of CNC machines has plummeted.
The accessories and cutting tools used on machine tools (including milling machines) are referred to in aggregate by the mass noun"tooling". There is a high degree of standardization of the tooling used with CNC milling machines, and a lesser degree with manual milling machines. To ease up the organization of the tooling in CNC production many companies use a tool management solution.
Milling cutters for specific applications are held in various tooling configurations.
CNC milling machines nearly always use SK (or ISO), CAT, BT or HSK tooling. SK tooling is the most common in Europe, while CAT tooling, sometimes called V-Flange Tooling, is the oldest and probably most common type in the USA. CAT tooling was invented by Caterpillar Inc. ofPeoria, Illinois, in order to standardize the tooling used on their machinery. CAT tooling comes in a range of sizes designated as CAT-30, CAT-40, CAT-50, etc. The number refers to the Association for Manufacturing Technology (formerly the National Machine Tool Builders Association (NMTB)) Taper size of the tool.
An improvement on CAT Tooling is BT Tooling, which looks similar and can easily be confused with CAT tooling. Like CAT Tooling, BT Tooling comes in a range of sizes and uses the same NMTB body taper. However, BT tooling is symmetrical about the spindle axis, which CAT tooling is not. This gives BT tooling greater stability and balance at high speeds. One other subtle difference between these two toolholders is the thread used to hold the pull stud. CAT Tooling is all Imperial thread and BT Tooling is all Metric thread. Note that this affects the pull stud only, it does not affect the tool that they can hold, both types of tooling are sold to accept both Imperial and metric sized tools.
SK and HSK tooling, sometimes called "Hollow Shank Tooling", is much more common in Europe where it was invented than it is in the United States. It is claimed that HSK tooling is even better than BT Tooling at high speeds. The holding mechanism for HSK tooling is placed within the (hollow) body of the tool and, as spindle speed increases, it expands, gripping the tool more tightly with increasing spindle speed. There is no pull stud with this type of tooling.
For manual milling machines, there is less standardization, because a greater plurality of formerly competing standards exist. Newer and larger manual machines usually use NMTB tooling. This tooling is somewhat similar to CAT tooling but requires a drawbar within the milling machine. Furthermore, there are a number of variations with NMTB tooling that make interchangeability troublesome. The older a machine, the greater the plurality of standards that may apply (e.g., Morse, Jarno, Brown & Sharpe, Van Norman, and other less common builder-specific tapers). However, two standards that have seen especially wide usage are the Morse #2 and the R8, whose prevalence was driven by the popularity of the mills built by Bridgeport Machines of Bridgeport, Connecticut. These mills so dominated the market for such a long time that "Bridgeport" is virtually synonymous with "manual milling machine". Most of the machines that Bridgeport made between 1938 and 1965 used a Morse taper #2, and from about 1965 onward most used an R8 taper.
Pocket milling has been regarded as one of the most widely used operations in machining. It is extensively used in aerospace and shipyard industries. In pocket milling the material inside an arbitrarily closed boundary on a flat surface of a work piece is removed to a fixed depth. Generally flat bottom end mills are used for pocket milling. Firstly roughing operation is done to remove the bulk of material and then the pocket is finished by a finish end mill.[8] Most of the industrial milling operations can be taken care of by 2.5 axis CNC milling. This type of path control can machine up to 80% of all mechanical parts. Since the importance of pocket milling is very relevant, therefore effective pocketing approaches can result in reduction in machining time and cost.[9] NC pocket milling can be carried out mainly by two tool paths, viz. linear and non-linear.[10]
In this approach, the tool movement is unidirectional. Zig-zag and zig tool paths are the examples of linear tool path.
In zig-zag milling, material is removed both in forward and backward paths. In this case, cutting is done both with and against the rotation of the spindle. This reduces the machining time but increases machine chatter and tool wear.
In zig milling, the tool moves only in one direction. The tool has to be lifted and retracted after each cut, due to which machining time increases. However, in case of zig milling surface quality is better.
In this approach, tool movement is multi-directional. One example of non-linear tool path is contour-parallel tool path.
In this approach, the required pocket boundary is used to derive the tool path. In this case the cutter is always in contact with the work material. Hence the idle time spent in positioning and retracting the tool is avoided. For large-scale material removal, contour-parallel tool path is widely used because it can be consistently used with up-cut or down-cut method during the entire process. There are three different approaches that fall into the category of contour-parallel tool path generation. They are:
In this approach, the tool travels along a gradually evolving spiral path. The spiral starts at the center of the pocket to be machined and the tool gradually moves towards the pocket boundary. The direction of the tool path changes progressively and local acceleration and deceleration of the tool are minimized. This reduces tool wear.[14]




Milling machines evolved from the practice of rotary filing—that is, running a circular cutter with file-like teeth in the headstock of alathe. Rotary filing and, later, true milling were developed to reduce time and effort spent hand-filing. The full story of milling machine development may never be known, because much early development took place in individual shops where few records were kept for posterity. However, the broad outlines are known, as summarized below. From a history-of-technology viewpoint, it is clear that the naming of this new type of machining with the term "milling" was an extension from that word's earlier senses of processing materials by abrading them in some way (cutting, grinding, crushing, etc.). Rotary filing long predated milling. A rotary file by Jacques de Vaucanson, circa 1760, is well known.[15][16]
In 1795, Eli Terry began using a milling machine at Plymouth Connecticut in the production of tall case clocks. With the use of his milling machine, Terry was the first to accomplish Interchangeable parts in the clock industry. Milling wooden parts was efficient in interchangeable parts, but inefficient in high yields. Milling wooden blanks results in a low yield of parts because the machines single blade would cause loss of gear teeth when the cutter hit parallel grains in the wood. Terry later invented a spindle cutting machine to mass produce parts in 1807. Other Connecticut clockmakers like James Harrison of Waterbury, Thomas Barnes of Litchfield, and Gideon Roberts of Bristol, also used milling machines to produce their clocks. [17]
It is clear that milling machines as a distinct class of machine tool (separate from lathes running rotary files) first appeared between 1814 and 1818. The centers of earliest development of true milling machines were two federal armories of the U.S. (Springfield and Harpers Ferry) together with the various private armories and inside contractors that shared turnover of skilled workmen with them. Between 1912 and 1916, Joseph W. Roe, a respected founding father of machine tool historians, credited Eli Whitney (one of the private arms makers mentioned above) with producing the first true milling machine.[18][19] By 1918, he considered it "Probably the first milling machine ever built—certainly the oldest now in existence […]."[20] However, subsequent scholars, including Robert S. Woodbury[21] and others,[22] have improved upon Roe's early version of the history and suggest that just as much credit—in fact, probably more—belongs to various other inventors, including Robert Johnson of Middletown, Connecticut; Captain John H. Hall of the Harpers Ferry armory; Simeon North of the Staddle Hill factory in Middletown; Roswell Lee of the Springfield armory; and Thomas Blanchard. (Several of the men mentioned above are sometimes described on the internet as "the inventor of the first milling machine" or "the inventor of interchangeable parts". Such claims are oversimplified, as these technologies evolved over time among many people.)
Peter Baida,[22] citing Edward A. Battison's article "Eli Whitney and the Milling Machine," which was published in the Smithsonian Journal of History in 1966, exemplifies the dispelling of the "Great Man" image of Whitney by historians of technology working in the 1950s and 1960s. He quotes Battison as concluding that "There is no evidence that Whitney developed or used a true milling machine." Baida says, "The so-called Whitney machine of 1818 seems actually to have been made after Whitney's death in 1825." Baida cites Battison's suggestion that the first true milling machine was made not by Whitney, but by Robert Johnson of Middletown.[22]
The late teens of the 19th century were a pivotal time in the history of machine tools, as the period of 1814 to 1818 is also the period during which several contemporary pioneers (Fox, Murray, and Roberts) were developing the planer,[23] and as with the milling machine, the work being done in various shops was undocumented for various reasons (partially because of proprietary secrecy, and also simply because no one was taking down records for posterity).
James Nasmyth built a milling machine very advanced for its time between 1829 and 1831.[24] It was tooled to mill the six sides of a hex nut that was mounted in a six-way indexing fixture.
A milling machine built and used in the shop of Gay & Silver (aka Gay, Silver, & Co) in the 1830s was influential because it employed a better method of vertical positioning than earlier machines. For example, Whitney's machine (the one that Roe considered the very first) and others did not make provision for vertical travel of the knee. Evidently, the workflow assumption behind this was that the machine would be set up with shims, vise, etc. for a certain part design, and successive parts did not require vertical adjustment (or at most would need only shimming). This indicates that early thinking about milling machines was as production machines, not toolroom machines.
In these early years, milling was often viewed as only a roughing operation to be followed by finishing with a hand file. The idea ofreducing hand filing was more important than replacing it.
Some of the key men in milling machine development during this era included Frederick W. Howe, Francis A. Pratt, Elisha K. Root, and others. (These same men during the same era were also busy developing the state of the art in turret lathes. Howe's experience at Gay & Silver in the 1840s acquainted him with early versions of both machine tools. His machine tool designs were later built at Robbins & Lawrence, the Providence Tool Company, and Brown & Sharpe.) The most successful milling machine design to emerge during this era was theLincoln miller, which rather than being a specific make and model of machine tool is truly a family of tools built by various companies on a common configuration over several decades. It took its name from the first company to put one on the market, George S. Lincoln & Company (formerly the Phoenix Iron Works), whose first one was built in 1855 for the Colt armory.[25]
During this era there was a continued blind spot in milling machine design, as various designers failed to develop a truly simple and effective means of providing slide travel in all three of the archetypal milling axes (X, Y, and Z—or as they were known in the past, longitudinal, traverse, and vertical). Vertical positioning ideas were either absent or underdeveloped. The Lincoln miller's spindle could be raised and lowered, but the original idea behind its positioning was to be set up in position and then run, as opposed to being moved frequently while running. Like a turret lathe, it was a repetitive-production machine, with each skilled setup followed by extensive fairly low skill operation.
In 1861, Frederick W. Howe, while working for the Providence Tool Company, asked Joseph R. Brown of Brown & Sharpe for a solution to the problem of milling spirals, such as the flutes of twist drills. These were usually filed by hand at the time.[26] (Helical planing existed but was by no means common.) Brown designed a "universal milling machine" that, starting from its first sale in March 1862, was wildly successful. It solved the problem of 3-axis travel (i.e., the axes that we now call XYZ) much more elegantly than had been done in the past, and it allowed for the milling of spirals using an indexing head fed in coordination with the table feed. The term "universal" was applied to it because it was ready for any kind of work, including toolroom work, and was not as limited in application as previous designs. (Howe had designed a "universal miller" in 1852, but Brown's of 1861 is the one considered a groundbreaking success.)[26]
Brown also developed and patented (1864) the design of formed milling cutters in which successive sharpenings of the teeth do not disturb the geometry of the form.[16]
The advances of the 1860s opened the floodgates and ushered in modern milling practice.
In these decades, Brown & Sharpe and the Cincinnati Milling Machine Company dominated the milling machine field. However, hundreds of other firms also built milling machines at the time, and many were significant in various ways. Besides a wide variety of specialized production machines, the archetypal multipurpose milling machine of the late 19th and early 20th centuries was a heavy knee-and-column horizontal-spindle design with power table feeds, indexing head, and a stout overarm to support the arbor. The evolution of machine design was driven not only by inventive spirit but also by the constant evolution of milling cutters that saw milestone after milestone from 1860 throughWorld War I.[27][28]
Around the end of World War I, machine tool control advanced in various ways that laid the groundwork for later CNC technology. The jig borer popularized the ideas of coordinate dimensioning (dimensioning of all locations on the part from a single reference point); working routinely in "tenths" (ten-thousandths of an inch, 0.0001") as an everyday machine capability; and using the control to go straight from drawing to part, circumventing jig-making. In 1920 the new tracer design of J.C. Shaw was applied to Keller tracer milling machines for die-sinking via the three-dimensional copying of a template. This made diesinking faster and easier just as dies were in higher demand than ever before, and was very helpful for large steel dies such as those used to stamp sheets in automobile manufacturing. Such machines translated the tracer movements to input for servos that worked the machine leadscrews or hydraulics. They also spurred the development ofantibacklash leadscrew nuts. All of the above concepts were new in the 1920s but became routine in the NC/CNC era. By the 1930s, incredibly large and advanced milling machines existed, such as the Cincinnati Hydro-Tel, that presaged today's CNC mills in every respect except for CNC control itself.
In 1936, Rudolph Bannow (1897–1962) conceived of a major improvement to the milling machine.[29] His company commenced manufacturing a new knee-and-column vertical mill in 1938. This was the Bridgeport milling machine, often called a ram-type or turret-type mill because its head has sliding-ram and rotating-turret mounting. The machine became so popular that many other manufacturers created copies and variants. Furthermore, its name came to connote any such variant. The Bridgeport offered enduring advantages over previous models. It was small enough, light enough, and affordable enough to be a practical acquisition for even the smallest machine shop businesses, yet it was also smartly designed, versatile, well-built, and rigid. Its various directions of sliding and pivoting movement allowed the head to approach the work from any angle. The Bridgeport's design became the dominant form for manual milling machines used by several generations of small- and medium-enterprise machinists. By the 1980s an estimated quarter-million Bridgeport milling machines had been built,[29] and they (and their clones) are still being produced today.
By 1940, automation via cams, such as in screw machines and automatic chuckers, had already been very well developed for decades. Beginning in the 1930s, ideas involving servomechanisms had been in the air, but it was especially during and immediately after World War II that they began to germinate (see also Numerical control > History). These were soon combined with the emerging technology of digital computers. This technological development milieu, spanning from the immediate pre–World War II period into the 1950s, was powered by the military capital expenditures that pursued contemporary advancements in the directing of gun and rocket artillery and in missile guidance—other applications in which humans wished to control the kinematics/dynamics of large machines quickly, precisely, and automatically. Sufficient R&D spending probably would not have happened within the machine tool industry alone; but it was for the latter applications that the will and ability to spend was available. Once the development was underway, it was eagerly applied to machine tool control in one of the many post-WWII instances of technology transfer.
In 1952, numerical control reached the developmental stage of laboratory reality. The first NC machine tool was a Cincinnati Hydrotel milling machine retrofitted with a scratch-built NC control unit. It was reported in Scientific American,[30] just as another groundbreaking milling machine, the Brown & Sharpe universal, had been in 1862.
During the 1950s, numerical control moved slowly from the laboratory into commercial service. For its first decade, it had rather limited impact outside of aerospace work. But during the 1960s and 1970s, NC evolved into CNC, data storage and input media evolved, computer processing power and memory capacity steadily increased, and NC and CNC machine tools gradually disseminated from an environment of huge corporations and mainly aerospace work to the level of medium-sized corporations and a wide variety of products. NC and CNC's drastic advancement of machine tool control deeply transformed the culture of manufacturing.[31] The details (which are beyond the scope of this article) have evolved immensely with every passing decade.
Computers and CNC machine tools continue to develop rapidly. The personal computer revolution has a great impact on this development. By the late 1980s small machine shops had desktop computers and CNC machine tools. Soon after, hobbyists, artists, and designers began obtaining CNC mills and lathes. Manufacturers have started producing economically priced CNCs machines small enough to sit on a desktop which can cut at high resolution materials softer than stainless steel. They can be used to make anything from jewelry to printed circuit boards to gun parts, even fine art.
National and international standards are used to standardize the definitions, environmental requirements, and test methods used for milling. Selection of the standard to be used is an agreement between the supplier and the user and has some significance in the design of the mill. In the United States, ASME has developed the standards B5.45-1972Milling Machines and B94.19-1997 Milling Cutters and End Mills.
General tolerances include: +/-.005" for local tolerances across most geometries, +/-.010" for plastics with variation depending on the size of the part, 0.030" minimum wall thickness for metals, and 0.060" minimum wall thickness for plastics.[32]














_NT.PNG)













